What is a Honing Tool & Single Pass Honing Tool
The purpose of the hone tool is to transmit the power generated by the machine to the work piece. Honing will correct the bore for taper, size, finish and straightness, but cannot normally correct axial alignment or location.
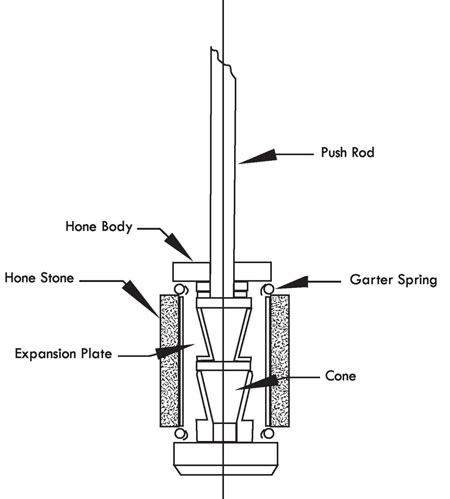
The tool consists of a spindle nose adaptor, a drive shaft, and the hone body. The hone body contains a cone attached to a push rod. See the drawing of a typical hone tool on the next page
The push rod, inside the drive shaft, is moved up or down in the hone body by a motor or hydraulic cylinder. The actuator is located in the head. As the conemoves down, it pushes the expansion plates outward, expanding the stones. The abrasive stones are used to remove the stock material from the work piece. The garter springs are used to keep the stones in the tool and to collapse the stones when the tool is removed from the bore.
The hone tools may use super-abrasives or vitrified stones for rough honing, semifinishing and final honing. Peak honing typically requires only the roughing operation. Plateau honing (putting a "plateau" on top) requires fine stones to remove the peaks. Some hone tools have both roughers and finishers in a single tool.
Hone Guides
The hone guides are part of the honing tool. They are used to protect the hone stones when entering or leaving the bore and prevent the metal of the hone tool from contacting the bore surface. The guides must be checked frequently for wear or pick up of foreign material. Honing stones are typically collapsed below the size of the guides when withdrawing to protect the stones and the hone guide bushing.
Hone Guide Bushing
The hone guide bushing is mounted to a fixed bracket on the front of the column. The function of the hone guide bushing. is to guide hone tool into the center of the bore. The bushing is typically made from hardened steel or carbide. Carbide is used when the hone guide bushing is also a "collapse bushing". These are used to force the stones back flush with the tool body when the tooling is too small to have garter springs.
Adjustable Cone
When honing blind bores, an adjustable cone may be used to expand the bottom of the stones to account for wear and to keep the bottom at size. Blind bore over travel shown above. Notice the stones cannot travel past the bottom as in through bores. This will cause uneven stone wear and a taper at the bottom of the part. The problem can be helped by the use of an adjustable cone and by the use of dwell at the bottom.
Single Pass Honing Tools
The hone tool may consists of a diamond abrasive boring bar which is constructed from an expandable soft cast iron sleeve permanently coated with 100/120 grit of natural diamond abrasive or it may be a sintered sleeve which has abrasive embedded in it. The tool is expandable, to compensate for diamond sleeve wear. The arbor contains passages for coolant flow to the grooves in the sleeve. The hone tool passes through the bore once and is withdrawn.
This machine uses a floating type hone tool that self-aligns with the existing bore. The tool is designed for honing open bores which have been generated by a previous machining. operation. The tool can correct a bore that is run-out, tapered and out-of-round conditions. The tool produces straight, round, un-tapered holes in one down stroke.
The hone guide bracket and bushings are mounted to a fixed bracket mounted to the front of the column. The function of the hone guide bracket is to guide the hone tool into the bore. The bushing is machined to allow coolant to flow to the single pass hone tool.